很色很爽很黄裸乳视频 I 福利微拍一区 I 国产免费午夜福利在线播放11 I 99精品视频免费版的特色功能 I 被猛男狂cao的小男生 I 老司机精品福利视频 I 中文字幕亚洲乱码熟女在线萌芽 I 亚洲手机天堂 I 粉嫩91精品久久久久久久99蜜桃 I 国产蜜臀av在线播放 I 亚洲成人精品在线 I 在线精品国产 I 永久免费未网 I 久久黄色毛片 I 国产亚洲精品久久久玫瑰 I 又色又爽1000部偷拍免费视频 I 你懂的网在线 I 精品人妻aV中文字幕乱码色欲 I 黄色绿像一级片 I 国产成人免费高清 I 国产午夜羞羞小视频在线观看免费 I 97超级碰碰碰久久久久 I 国产区欧美区日韩区 I 欧美性猛交xxxx免费看 I 久久天天躁狠狠躁夜av I 嘿嘿视频在线观看 I 亚洲国产成人va在线观看天堂 I 欧美日韩精品网站 I 欧美伊人网 I 天堂亚洲精品 I 精品久久ai I 国产成人亚洲精品无码蜜芽 I 欧美在线a I 国产中的精品av涩差av I 色视频在线看 I 日本高清在线观看 I 在线观看三级视频欧美 I 色狠狠av一区二区三区 I 久久艹综合 I 老司机在线 I 在线国产欧美 I 在哪可以看毛片 I 手机精品在线观看 I 白丝旗袍老师撑开双腿让我玩 I 亚洲网站在线 I 波多野结衣在线一区 I 2019日韩中文字幕 I 国产免费又色又爽又黄又猛小说 I 曰欧一片内射vα在线影院 I 国产精品偷伦视频免费还看的 I 国产传媒一区二区三区 I 人妻体体内射精一区二区 I 日本三级免费观看 I 欧美 图片 另类 自拍 I www.av91 I 午夜美女福利直播 I 久久在线亚洲
歡迎訪問南京迪普冷暖設備有限公司!
聯系我們 | 收藏本站
關于我們 |
全國統一服務熱線:
025-86594889
since 2003
since 2003
迪普首頁
德國威能
明裝采暖
產品中心
威能系列
散熱片采暖
地暖采暖
明裝暖氣
大金空調
艾默生一體機
新風系統
凈水系統
服務在線
解決方案
常見問題
工程案例
迪普資訊
關于迪普
迪普詳情
人才戰略
客戶評價
聯系迪普
迪普首頁
德國威能
明裝采暖
產品中心
威能系列
散熱片采暖
地暖采暖
明裝暖氣
大金空調
艾默生一體機
新風系統
凈水系統
服務在線
解決方案
常見問題
工程案例
迪普資訊
關于迪普
迪普詳情
人才戰略
客戶評價
聯系迪普
威能系列
散熱片采暖
地暖采暖
明裝暖氣
大金空調
艾默生一體機
新風系統
凈水系統
解決方案
常見問題
迪普詳情
人才戰略
客戶評價
<
>
<
>
X
熱門關鍵詞:
明裝采暖
地暖
威能
我們的服務流程
一站式集成服務,用戶的舒適選擇
別墅用泵
德國威能
散熱片
地暖
明裝采暖
大金空調
空調地暖一體機
新風系統
凈水系統
<
產品中心
德國威能系列
散熱片采暖
地暖采暖
明裝暖氣
大金空調
艾默生一體機
新風系統
凈水系統
>
散熱片采暖系統
散熱片采暖系統
散熱片采暖系統
地暖采暖系統
地暖采暖系統
地暖采暖系統
別墅混裝系統
別墅混裝系統
別墅混裝系統
大金空調
大金空調
大金空調
新風系統
新風系統
新風系統
艾默生地暖空調一體機
艾默生地暖空調一體機
艾默生地暖空調一體機
eloBLOCK 電壁掛爐
eloBLOCK 電...
eloBLOCK 電...
turboMAX VU/VUW柏林系列燃...
turboMAX V...
turboMAX V...
turboMINI VUW/VU 迷你型...
turboMINI ...
turboMINI ...
turboTEC plus VUW 豪華...
turboTEC p...
turboTEC p...
turboTEC pro VUW 標...
turboTEC p...
turboTEC p...
ecoTEC pro 冷凝式燃氣暖浴兩用...
ecoTEC pro...
ecoTEC pro...
散熱片采暖系統
散熱片采暖系統
散熱片采暖系統
別墅混裝系統
別墅混裝系統
別墅混裝系統
威能第一代鋼板散熱片
威能第一代鋼板散熱片
威能第一代鋼板散熱片
威能第二代(新型智能)鋼板散熱片
威能第二代(新型智能...
威能第二代(新型智能...
瑞鉑第一代鋼板散熱片
瑞鉑第一代鋼板散熱片
瑞鉑第一代鋼板散熱片
散熱片系統管道連接方式介紹
散熱片系統管道連接方...
散熱片系統管道連接方...
地暖采暖系統
地暖采暖系統
地暖采暖系統
別墅地暖系統
別墅地暖系統
別墅地暖系統
德國威能Vaillant系列 PE-RT...
德國威能Vailla...
德國威能Vailla...
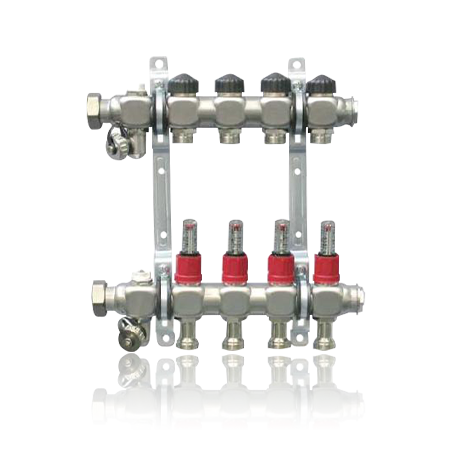
德國威能Vaillant地暖分集水器
德國威能Vailla...
德國威能Vailla...
海美爾分水器IMI HEIMEIER
海美爾分水器IMI ...
海美爾分水器IMI ...
水暖與電暖的對比
水暖與電暖的對比
水暖與電暖的對比
明裝采暖系統
明裝采暖系統
明裝采暖系統
明管-德國威能管道
明管-德國威能管道
明管-德國威能管道
明管暖通滑緊式管件系列
明管暖通滑緊式管件系...
明管暖通滑緊式管件系...
明管-瑪科達尼鋁塑管
明管-瑪科達尼鋁塑管
明管-瑪科達尼鋁塑管
明裝暖氣系統專用工具
明裝暖氣系統專用工具
明裝暖氣系統專用工具
明裝采暖實景圖片
明裝采暖實景圖片
明裝采暖實景圖片
大金LMX系列室內機超薄小巧風管式
大金LMX系列室內機...
大金LMX系列室內機...
大金LMX系列室外機LMXS(4-8)A...
大金LMX系列室外機...
大金LMX系列室外機...
LMX系列(100㎡-150㎡)
LMX系列(100㎡...
LMX系列(100㎡...
大金PMX系列室內機超薄小巧風管式
大金PMX系列室內機...
大金PMX系列室內機...
大金PMX系列室外機PMXS85AA
大金PMX系列室外機...
大金PMX系列室外機...
大金PMX系列室外機PMXS5KV2C
大金PMX系列室外機...
大金PMX系列室外機...
艾默生地暖空調一體機
艾默生地暖空調一體機
艾默生地暖空調一體機
恩科新風除濕機
恩科新風除濕機
恩科新風除濕機
無管道式新風機--FreshBox倍至系...
無管道式新風機--F...
無管道式新風機--F...
無管道式新風機--芬朵Expert系列
無管道式新風機--芬...
無管道式新風機--芬...
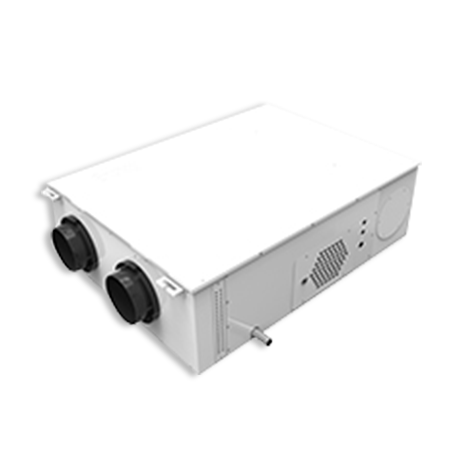
熱回收新風換氣機(ERV系列)
熱回收新風換氣機(E...
熱回收新風換氣機(E...
熱回收新風換氣機(SB系列)
熱回收新風換氣機(S...
熱回收新風換氣機(S...
熱回收新風換氣機(Ultra系列)
熱回收新風換氣機(U...
熱回收新風換氣機(U...
DT-V390型凈水器
DT-V390型凈水...
DT-V390型凈水...
DWS1863M-CN型凈水器
DWS1863M-C...
DWS1863M-C...
軟水機 SFT-300
軟水機 SFT-30...
軟水機 SFT-30...
軟水機 PST-600 PST-800 ...
軟水機 PST-60...
軟水機 PST-60...
舒活泉SDW4097T-CN型
舒活泉SDW4097...
舒活泉SDW4097...
3M凈水器母嬰寶貝DWS1893M-CN
3M凈水器母嬰寶貝D...
3M凈水器母嬰寶貝D...
<
>
我們的服務流程
一站式集成服務,用戶的舒適選擇
在線咨詢
預約量房
簽約安裝
售后服務
為您推薦
散熱片采暖系統
散熱片采暖系統
散熱片采暖系統
地暖采暖系統
地暖采暖系統
地暖采暖系統
別墅混裝系統
別墅混裝系統
別墅混裝系統
大金空調
大金空調
大金空調
新風系統
新風系統
新風系統
艾默生地暖空調一體機
艾默生地暖空調一體機
艾默生地暖空調一體機
more
迪普智能 年 發展史
20
智能采暖系統
舒適智能家居系統整合服務商
Comfortable intelligent home system integration service provider
立即查看詳情
立即查看詳情
立即查看詳情
德國威能系列
散熱片采暖系統
地暖采暖系統
明裝采暖
大金空調
艾默生一體機
新風系統
凈水系統
雙擊編輯文字內容
立即查看詳情
立即查看詳情
立即查看詳情
立即查看詳情
立即查看詳情
二十多年專業供暖
冷暖人生 威能相伴 溫暖愛家 迪普陪伴
Technology of human nature heating is comfortable your world
品牌優勢
20多年的腳踏實地的經營,讓迪普冷暖成為供暖行業的一家知名品牌公司;
選擇全球知名品牌產品
專業優勢
針對每家每戶的個性定制,特別是大戶型大別墅系統,通過二十年不斷的經驗積累,讓迪普公司具有了行業領先的專業優勢。專業咨詢 專業測量 專業設計 專業安裝 專業售后服務
規模優勢
3家專業門店 2000+的倉儲中心 專業的銷售、施工、售后團隊
施工案例
安裝工藝嚴謹規范,值得信賴的產品
more
中航金城1號中央空調系統案例
中航金城1號中央空調系統案例
中航金城1號中央空調系統案例
頤和南園別墅地暖施工案例
頤和南園別墅地暖施工案例
頤和南園別墅地暖施工案例
高科榮境地暖施工案例
高科榮境地暖施工案例
高科榮境地暖施工案例
紫廬小區地暖施工案例
紫廬小區地暖施工案例
紫廬小區地暖施工案例
星葉楓情水岸地暖施工案例
星葉楓情水岸地暖施工案例
星葉楓情水岸地暖施工案例
世茂君望墅暖氣片施工案例
世茂君望墅暖氣片施工案例
世茂君望墅暖氣片施工案例
御江金城別墅地暖施工案例
御江金城別墅地暖施工案例
御江金城別墅地暖施工案例
星葉羊山湖花園暖氣片施工案例
星葉羊山湖花園暖氣片施工案例
星葉羊山湖花園暖氣片施工案例
中航金城1號中央空調系統案例
中航金城1號中央空調系統案例
中航金城1號中央空調系統案例
頤和南園別墅地暖施工案例
頤和南園別墅地暖施工案例
頤和南園別墅地暖施工案例
高科榮境地暖施工案例
高科榮境地暖施工案例
高科榮境地暖施工案例
門店展示
公司門店不定期升級,更好的為客戶服務
南京綠地之窗店
南京綠地之窗店
南京綠地之窗店
卡子門紅星美凱龍店
卡子門紅星美凱龍店
卡子門紅星美凱龍店
河西金盛店
河西金盛店
河西金盛店
more
南京綠地之窗店
南京綠地之窗店
南京綠地之窗店
卡子門紅星美凱龍店
卡子門紅星美凱龍店
卡子門紅星美凱...
河西金盛店
河西金盛店
河西金盛店
<
公司新聞
行業動態
>
<
>
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能...
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能...
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能...
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支報名隊伍中篩選出的隊伍,共計24名頂尖一線技術人員進行了5個半小時的采暖系統安裝比拼。最終南京迪普冷暖設備有限公司從12支隊伍中脫穎而出獲得大賽一等獎,捧回冠軍獎杯。
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支...
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支...
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空調全國經銷商年會在上海世博會議中心盛大召開。來自全國各地近2500名大金經銷商及家屬代表與來自研發、生產、銷售、售后的大金員工代表濟濟一堂,共襄盛舉。
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空...
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空...
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能...
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能...
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能...
2018-07-05
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支報名隊伍中篩選出的隊伍,共計24名頂尖一線技術人員進行了5個半小時的采暖系統安裝比拼。最終南京迪普冷暖設備有限公司從12支隊伍中脫穎而出獲得大賽一等獎,捧回冠軍獎杯。
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支...
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支...
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
2017-03-01
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空調全國經銷商年會在上海世博會議中心盛大召開。來自全國各地近2500名大金經銷商及家屬代表與來自研發、生產、銷售、售后的大金員工代表濟濟一堂,共襄盛舉。
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空...
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空...
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空調全國經銷商年會在上海世博會議中心盛大召開。來自全國各地近2500名...
2017年2月26日...
2017年2月26日...
公司新聞
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能...
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能...
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能...
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支報名隊伍中篩選出的隊伍,共計24名頂尖一線技術人員進行了5個半小時的...
7月4日“威能杯”—...
7月4日“威能杯”—...
公司新聞
德國威能榮獲兩大品牌獎項
德國威能榮獲兩大品牌獎項
德國威能榮獲兩大品牌獎項
2009年,牛勢依舊伴隨德國威能。新的一年華幕初啟,德國威能在“攜手共進信心09”地產業界迎春年會中一舉獲得“2008-2009年度最受別墅...
2009年,牛勢依舊...
2009年,牛勢依舊...
公司新聞
熱烈祝賀鹽城分公司正式開業
熱烈祝賀鹽城分公司正式開業
熱烈祝賀鹽城分公司正式開業
在廣大業主、各界友人及行業內各大國際知名品牌的大力支持下,經過全體員工的不懈努力,南京迪普冷暖設備有限公司——鹽城分公司,于2010年7月2...
在廣大業主、各界友人...
在廣大業主、各界友人...
公司新聞
四個配件,暴露“爐”與“爐”的差距
四個配件,暴露“爐”與“爐”的差距
四個配件,暴露“爐”與“爐”的差距
平衡式煙道作為壁掛爐的重要配件之一,其實價格并不高昂,但如果質量不過關,壁掛爐在運行過程中會產生煙氣滲漏,危害使用安全。
平衡式煙道作為壁掛爐...
平衡式煙道作為壁掛爐...
行業動態
裝地暖還是散熱片,您選誰?
裝地暖還是散熱片,您選誰?
裝地暖還是散熱片,您選誰?
目前市場上供暖有散熱片系統和地暖系統,散熱片系統使用方便,每組散熱片均設有控制閥門,控制方便,升溫快,并可以使用實木地板。
目前市場上供暖有散熱...
目前市場上供暖有散熱...
行業動態
采暖散熱器養護小常識
采暖散熱器養護小常識
采暖散熱器養護小常識
采暖散熱器的保養一直是消費者關心的話題,好的保養可以使采暖散熱器用很多年,差的保養可能會損壞采暖散熱器,造成損失,那么究竟應該注意哪些問題呢...
采暖散熱器的保養一直...
采暖散熱器的保養一直...
行業動態
地板采暖與散熱器采暖小知識
地板采暖與散熱器采暖小知識
地板采暖與散熱器采暖小知識
地板采暖信息指數1.符合人體的生理學調節特點;2.節約能源20-30%,可以實行分室控制;3.使用壽命達到50年以上,節約費用;4.清潔衛生...
地板采暖信息指數1....
地板采暖信息指數1....
行業動態
<
>
新聞資訊
more
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能大賽冠軍!
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能大賽冠軍!
實至名歸,恭喜南京迪普冷暖設備有限公司獲得威能杯全國安裝技能大賽冠軍!
公司新聞
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支...
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支...
7月4日“威能杯”——全國安裝技能大賽在江蘇昆山落幕。12支從全國58支報名隊伍中篩選出的隊伍,...
查看全文
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
南京迪普冷暖設備有限公司榮獲大金2016年優秀銷售金獎榮譽
公司新聞
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空...
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空...
2017年2月26日,由大金空調主辦的以“共拓”為主題的2017年大金空調全國經銷商年會在上海世...
查看全文
新街口國際貿易中心店搬遷通知
新街口國際貿易中心店搬遷通知
新街口國際貿易中心店搬遷通知
公司新聞
尊敬的客戶:因我司業務發展需要和公司規模的擴大,自2017年8月8日起,...
尊敬的客戶:因我司業務發展需要和公司規模的擴大,自2017年8月8日起,...
尊敬的客戶:因我司業務發展需要和公司規模的擴大,自2017年8月8日起,南京迪普冷暖設備有限公司...
查看全文
在線申請免費方案
戶型
*
戶型:
戶型
客餐廳
一室一廳
兩室一廳
兩室兩廳
三室一廳
三室兩廳
四室兩廳
四室三廳
五室兩廳
五室三廳
復式樓
大平層
別墅
其他
面積
*
面積:
系統
選擇
*
系統選擇:
中央空調
全屋采暖
凈水系統
新風系統
稱呼
*
稱呼:
電話
*
手機號:
*
備注需求:
服務熱線:025-84707992
南京迪普冷暖設備有限公司 電話:025-86594889
官網:http://m.duanjun.cn 郵箱:deep@nj-deep.com
地址:南京南站綠地之窗C3座1107-1114 技術支持:南京晟杰科技
南京迪普冷暖設備有限公司
電話:025-86594889
官網:http://m.duanjun.cn
郵箱:deep@nj-deep.com
地址:南京南站綠地之窗C3座1107-1114
技術支持:南京晟杰科技
備案號 蘇ICP備11054926號-1
迪普首頁
產品中心
威能系列
散熱片
地暖采暖
獲取報價
聯系我們